

The demand for stylish fabrics has risen as consumers seek both aesthetic appeal and performance. Yarn variety and quality are crucial for texture, durability, and visual appeal. The global blended fiber market, valued at USD 43.37 billion in 2023, is projected to grow to USD 66.52 billion by 2030, with a CAGR of 6.3%. Common blends like cotton-polyester, wool-polyester, and cotton-viscose vary in fiber percentages to balance properties such as softness, durability, and breathability, catering to applications like clothing and home textiles.
Innovations in blended yarns, especially with cotton-nylon, offer durability and cost efficiency. Nylon enhances cotton’s strength, stretchability, and moisture management, countering cotton’s tendency to stretch and lose shape over time. Research shows that blending synthetic fibers with cotton improves properties like strength and moisture-wicking but poses spinning challenges. Cotton-nylon blends face issues in fiber distribution, leading to yarn imperfections, and nylon’s stretch complicates processing.
This study aims to develop cotton/nylon blended yarn in current production, addressing spinning challenges. By optimizing fiber and spinning parameters, it seeks to enhance yarn quality and performance, providing an alternative for the textile industry.
2.0 Materials
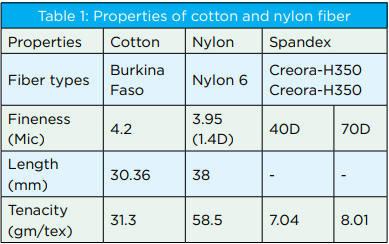
100% cotton fiber came from Burkina Faso, whose supplier was LDC, and were imported from Africa. This cotton fibers were processed from blow room to combing to produce the clean combed cotton fibers. On the other hand, Ningbo Lucky Import & Export Ltd. provided staple nylon fiber, which originated in China. And clean-combed cotton and nylon fibers were mixed in ratios of 80:20 & 90:10 by hand. Table 1 shows the physical properties of cotton and nylon fiber and spandex.
Table 1: Properties of cotton and nylon fiber
3.0 Experimentation:
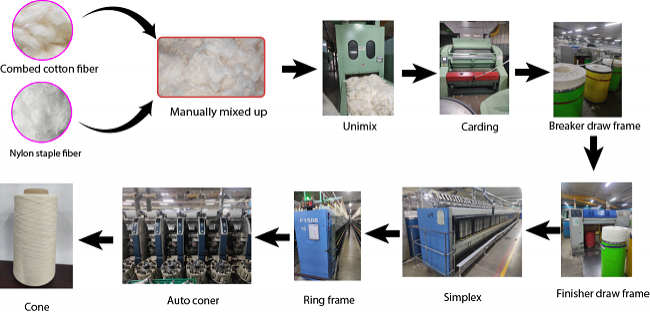
Cotton – Nylon blended yarn was made with maintaining the blended ratio in the following manufacturing process:
3.1 Manufacturing process: Based on weight, 80% of combed cotton fibers and 20% of virgin nylon fibers were manually mixed and it was fed to feed lattice of Unimix (brand: Rieter, model: B34) that was integrated with carding machine (brand: Rieter, model: C70). The weight of 6 yards card sliver was 480 grains. The six card slivers were fed into breaker draw frame (model: Toyota DX7A). The weight of 6 yards breaker drawn sliver was 385 grains. The 8 breaker drawn slivers were fed to finisher drawing frame (model: Toyota DX7A-LT). The weight of 6 yards finisher drawn sliver was 380 grains. Roving of 1.05 Ne, TPI 1.15 was prepared by roving frame (model Toyota FL 200). Ring machine (model: Jingwei F1508) was used to produce the CNBY and Drafts 3.5 for 70D and 3.25 for 40D were given in the lycra for each count in the resulting yarns. Where spandex or lycra filament imported from Vietnam and the supplier was Pangrim Neotex Co., Ltd. Finally, winding machine of Muratec company (model: 21C) was used to prepare the cones from ring cops. Schematic diagram of manufacturing of CNBY is shown in Figure 1.
3.2 Characterization of Yarn:
High volume instrument (HVI) was used to measure the cotton fiber properties. Uster Tester 5 was used to evaluate the sliver, roving and yarn quality. The unevenness (U%), coefficient of variation in mass (CVm%), thin place (-50%) per km, thick place (+50%) per km, neps (+200%) per km, hairiness of the developed sample were analyzed. Mechanical properties of developed samples were measured by MesdanLab strength tester (model: Tenso-Lab4 2512E).
Test GenericYarnTraction – 2024-09-08T16:41 was followed according to the standard traction of yarns. The execution parameters were as follows: sample length of 500 mm; traverse speed during test 500 mm/min; pretension 0 cN/tex; recording rate 0 mm. Traction properties include RKM, maximum force to break (F.Max), elongation at maximum force (E@MF).
Uster® Tensojet 4 (Switzerland) was used to examine the breaking-force (B-Force), breaking-work (B-Work), tenacity, scatter diagram. Electronic wrap reel (Mesdan, model: 161W) and wrap drum (Mesdan, model: 254B) were used to measure the length of yarn, sliver/roving respectively. Lea strength tester (model: MAG-Y0501, India) was used to measure the count strength product (CSP) of the yarn.
To determine the mean for each sample, the average of ten tests was taken into account. Every test was conducted at 20 ± 2°C with a relative humidity of 65 ± 2%.
4.0 Results and discussion:
4.1 Optimization in spinning process:
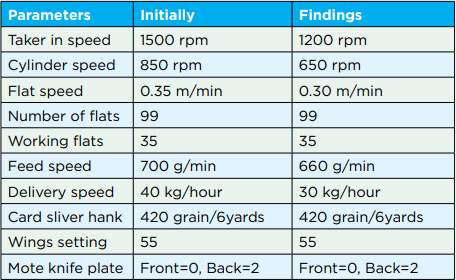
Basically, in this study, focused on the optimization of carding machine parameters. Here, initially the values of the parameters were slightly greater than the findings values are shown in Table 1.
Table 1: Findings parameters of carding machine
4.2 Results of preparatory process:
Table 2: Sliver and roving quality of CNBY
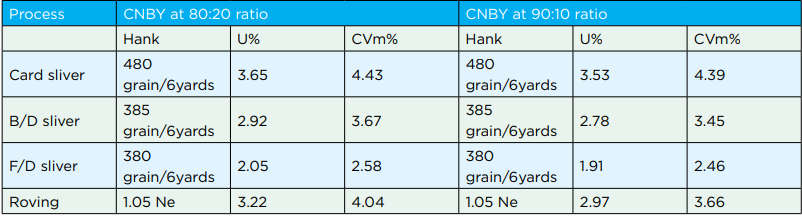
Table 2 shows that a higher cotton ratio (90:10) in cotton-nylon blended yarn improves quality across sliver and roving stages. The 90:10 blend consistently reduces unevenness (U%) and mass variation (CVm%) compared to the 80:20 blend: from card sliver (U% 3.53, CVm% 4.39) to roving (U% 2.97, CVm% 3.66). This improvement is due to the enhanced cohesion and alignment of cotton fibers, leading to more uniform sliver and roving production.










